


GH4141
GH141是沉淀硬化型鎳基變形高溫合金,在650~950℃范圍內,具有高的拉伸和持久蠕變強度和良好的抗氧化性能。由于合金中鋁、鈦、鉬含量較高,鑄錠開坯比較困難,但變形后的材料具有較好的塑性,在退火狀態下可以冷成形,也可進行焊接,焊接部件熱處理時易產生應變時效裂紋。合金的品種有薄板、帶、絲、盤件、環形件、鍛件、棒材、和精密鑄件等,適合于制造在870℃以下要求有高強度和980℃以下要求抗氧化的航空、航天發動機高溫零部件。
對應牌號

技術標準
Q/3B 4060-1992《GH141合金棒材》
Q/3B 4063-1992《GH141合金冷軋帶材》
Q/5B 4027-1992《GH141合金圓餅、環坯、環形件》
Q/6S 1033-1992《高溫緊固件用GH141合金棒材》
撫高新84-13《航天用GH141合金棒材技術條件》
化學成分

GH141應用概況與特殊要求 該合金廣泛用于制造航空、航天發動機高溫承力零部件,如導向葉片、燃燒室、渦輪、導向器高溫承力件、軸、盤、葉片和緊固件等,板材焊接件熱處理時的應變時效裂紋,可采用焊前過時效處理或在焊前控制固溶處理后的冷卻速度的方法來解決,焊后再進行標準熱處理。
物理及化學性能
GH141熔化溫度范圍 1316~1371℃。
GH141密度 ρ=8.27g/cm3。
GH141熱導率 見圖2-1。

GH141線膨脹系數 見圖2-2。

GH141電性能 δ2mm板材的室溫電阻率見表2-3。

GH141磁性能 見表2-4。

GH141化學性能
GH141抗氧化性能 在空氣介質中的氧化速率見表2-5。

GH141力學性能
GH141技術標準規定的性能
GH141圓餅、環坯、環形件、大棒材標準規定的性能見表3-1。

注:1 環形件經退火處理后的室溫硬度HBS≤363。
2 經固件和時效處理后的室溫硬度HRC≥30(HBS≥283)。
GH141緊固件標準規定的性能見表3-2。

GH141d90mm棒材標準規定的性能見表3-3。

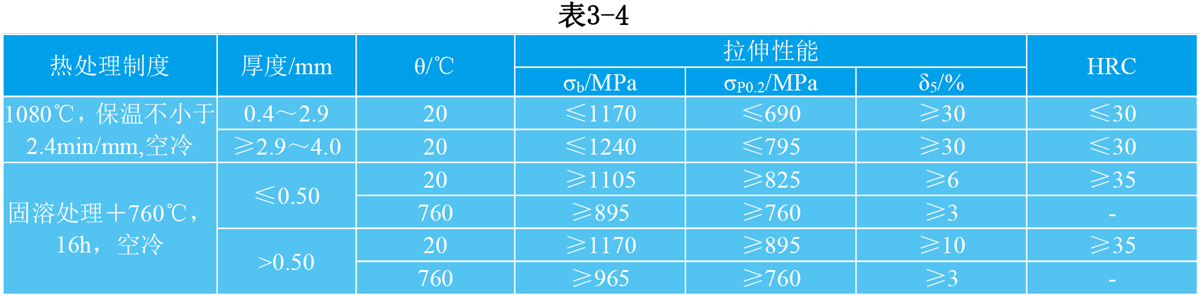
GH141板材、帶材標準規定的性能見表3-4。
GH141組織結構
GH141相變溫度 合金熱處理后,組織中析出相的相變溫度范圍見表4-1。

GH141時間-溫度-組織轉變曲線
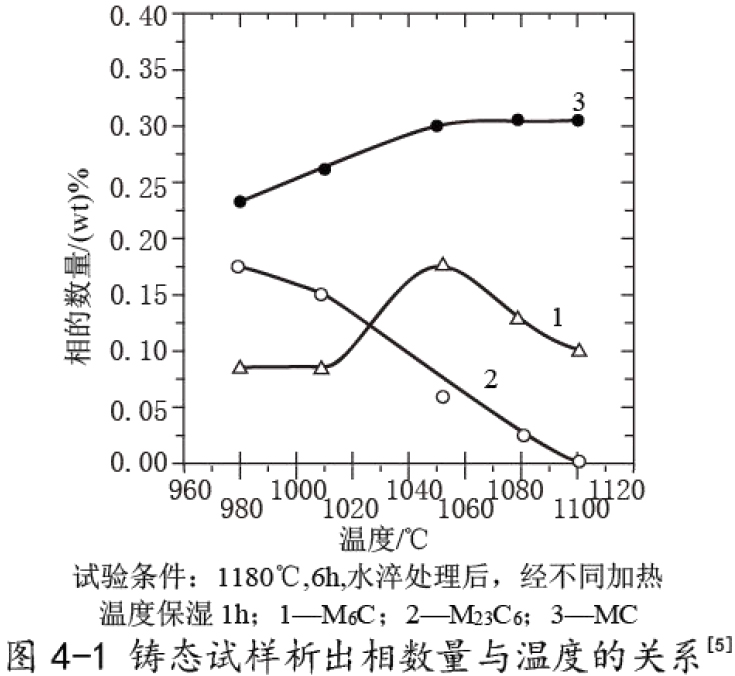
GH141鑄態試樣經1180℃,6h,水冷淬火后,再在不同溫度保濕1h,析出相數量和溫度的關系見圖
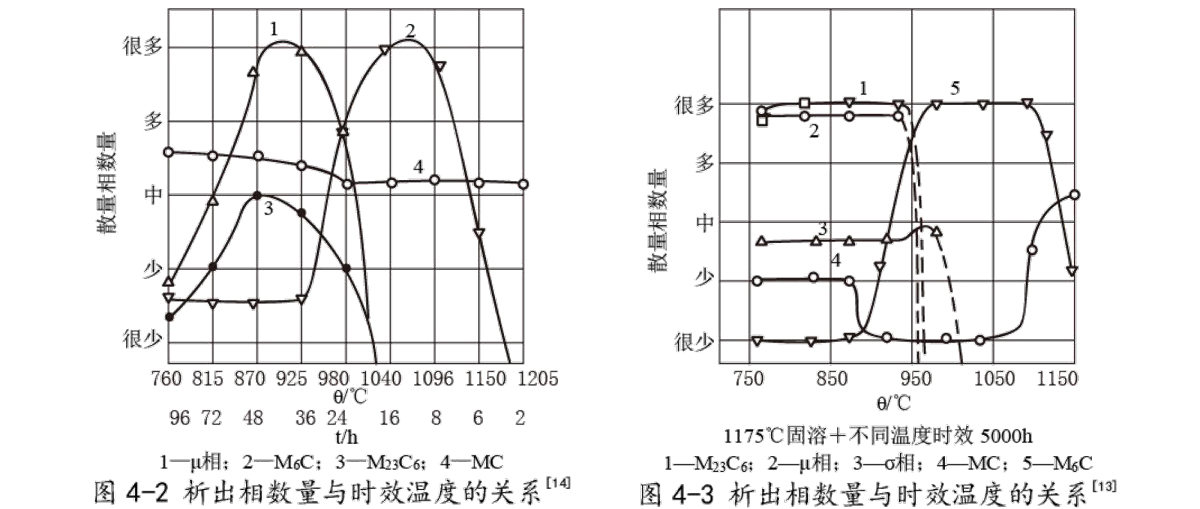
GH141經1200℃,2h固溶處理后,再在760~1200℃時效2~96h,析出相數量和時效溫度的關系見圖4-2。
GH1415000h長期時效后,合金中析出相數量的變化見圖4-3。
GH141合金組織結構 合金在標準熱處理狀態的組織除γ基體外,還存在γ′、M6C、M23C6、MC,長期時效后有μ相析出。
GH141工藝性能與要求
GH141成形性能
GH141鋼錠鍛造前應進行高溫均勻化處理,鍛造加熱溫度為1160~1180℃,終鍛溫度不低于1000℃。板坯軋制加熱溫度為1140~1160℃,終軋溫度不低于1060℃。薄板軋制加熱溫度為1140~1160℃,終軋溫度不低于800℃。
GH141冷軋薄板固溶狀態的反復彎曲和杯突性能見表5-1。

GH141旋壓性能 板材在保持細晶和較低的硬度時具有很好的可旋性。根據室溫拉伸斷面收縮率φ(%)算出減薄率φmax(%)=φ(%)/[0.17+φ(%)],各種形狀減薄率φmax(%)見表5-2。

GH141熱塑性能
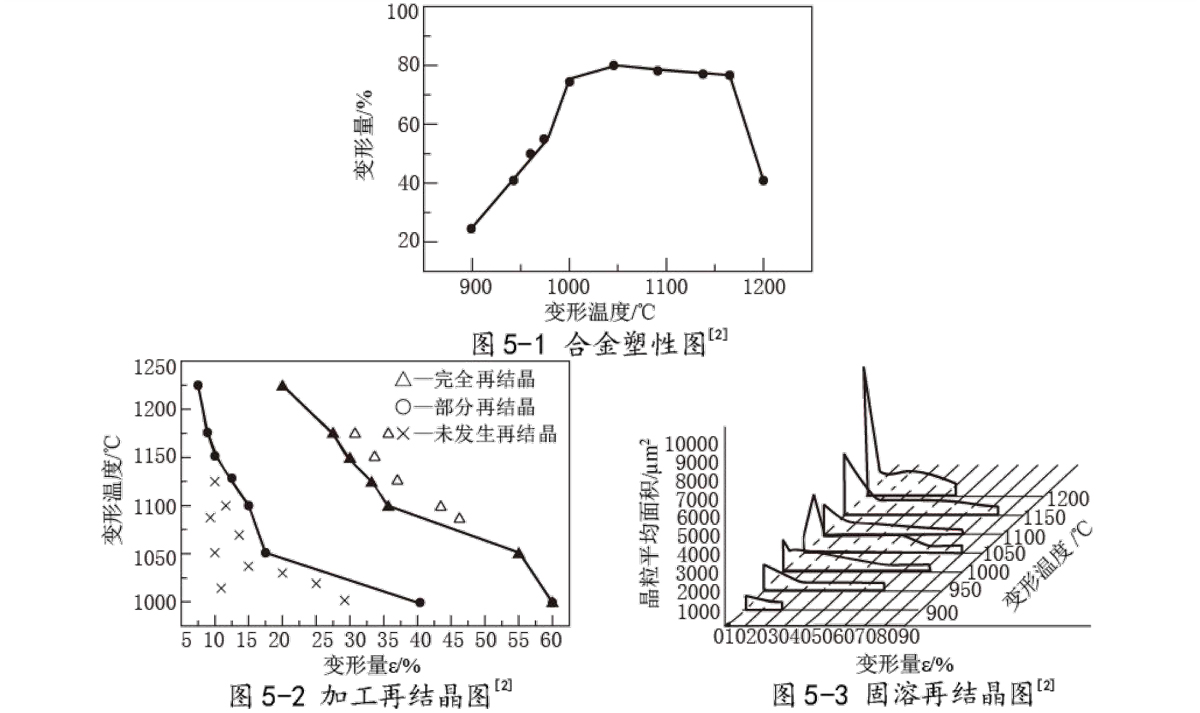
GH141d22mm軋材熱頂鍛塑性見表5-3,塑性圖見圖5-1。

GH141d22mm軋材的熱模擬塑性試驗結果見表5-4。
GH141d90mm棒材經1065℃,4h,空冷+760℃,16h,空冷熱處理后進行高溫拉伸試驗,其高溫拉伸塑性見表5-5。
GH141合金再結晶圖
GH141加工再結晶圖見圖5-2。
GH141固溶再結晶圖見圖5-3。

注:1 冷卻曲線 以100℃/s加熱到1160℃保溫處理后,隨爐冷卻到規定溫度再保溫100s,以100m/s速度拉斷。
2 加熱曲線 以100℃/s加熱到規定溫度保溫100s,以100m/s速度拉斷。

GH141焊接性能
GH141合金可熔焊、擴散焊、釬焊、摩擦焊。熔焊既可用電子束焊接,也可用氬弧焊焊接。熔焊縫在熱處理時有產生應變時效裂紋傾向,為將這種傾向減小,應在焊接前固溶緩慢退火,即1080℃,隨后以22℃/min冷卻到650℃;另一辦法是在焊接前進行過時效處理,即1080℃,30min,以1.7~4.4℃/min冷卻到980,4h,以1.7~4.4℃/min冷卻到870℃,4h,再以1.7~4.4℃/min冷卻到760℃,16h,空冷[1,16~19]。焊后在消除焊接應力和恢復性能時,應快速加熱通過時效硬化溫度區間,這樣可消除應變時效開裂傾向。使用細晶、低雜質含量母材,消除機械加工硬化,低的焊接線能量也可以降低應變時效開裂傾向
GH141在較低溫度下工作,要求零件具有高的拉伸強度和疲勞性能時,推薦采用1080℃,空冷+760℃,16h,空冷。
GH141對在高溫下工作,又要求材料具有高的熱強性時,適宜的熱處理規范為1180℃,空冷+900℃,4h,空冷。
GH141對要求焊接的環形件等零部件,推薦采用1120℃,30min,空冷+900℃,4h,空冷。
 <
< <
< <
< <
< 客服1
客服1